
地址:浙江省台州市温岭市泽国镇泽楚路275号
电话:0576-86441018
手机:18958663018
官网:www.tzhfjs.com

河北通用铝型材表面裂纹消除办法:1、挤压系数过大的型材可以放在小机台生产,采用合适的挤压比;另外挤压三温要严格按生产工艺要求控制,要采用合适的挤压速度。2、操作工精神集中,调速平稳,压力不能或高或低,换档时手动操作配合。3、工业通用铝型材停机印前端和后端是死区或V3体积(铝棒表层)铝,杂质多,质量差,粘性不足,故型材头尾端挤压速度要放慢。4、铝棒表面要细腻干净无油污,内部组织要达标,压余正常留(棒长的5%)。5、挤压模具设计者要设计制造流速均匀的合格模具。

工业通用铝型材材料较软,故在冲压生产时极易产生顶伤﹑压伤﹑刮伤﹑变形,除了在模具上要做到要求时,通用铝型材加工提示在冲压生产时还要做到以下几点:1、要想将铝件冲压做好,降低不良率,首先要做好5S,特别是清洁,含模具﹑冲床台面,流水线及包装材料必须做到无尖锐杂物,无脏物定期清晰整顿,模具上下都必须清理干净,无杂物。2、铝件较易发热,并积压在一起变硬,故在冲孔下料时需在材料上涂点压扳油即可散热,又可顺利疏通落料再冲压。3、发现产品毛刺较大必须及时送模具维修并跟催至结果。4、推平模具推块会产生铝屑,故推块每天生产完都必须清洗推块下面的铝屑。5、冲孔较多的产品需做到清理模具表面一下,做到模具﹑产品永保干净无杂物,减少顶伤,发现顶伤必须将模具顶伤问题点找出并解决才可继续生产。
工业铝型材通常在各种工艺生产后不能直接投入使用,为了提高工业通用铝型材的耐腐蚀性和表面硬度,通常需要进行阳极氧化处理。阳极氧化处理是将铝型材的两端带电为两极,并通过电解在铝型材表面形成致密的人造氧化膜。该氧化膜透明且坚硬,可大大提高工业通用铝型材的使用寿命。但是在阳极氧化结束后,仍然需要进行一些处理,这可以使锦上添花。
工业通用铝型材的模具设计不合理导致铝型材发脆:1、口模截面设计不合理,尤其是内筋的分布和交界面角度的处理。这样会造成应力集中现象的存在,需要改进设计和消除交界面处的直角和锐角。2、模头压力不足。模头处压力大小是直接受模具的压缩比,特别是模具平直段的长度来决定的。模头的压缩比太小或平直段太短都会造成制品不致密,影响物理性能。模头压力的改变一方面可以通过改变模头平直段长度来调整流料阻力。另一方面在模具设计阶段可选择不同的压缩比来改变挤出压力,但必须注意机头压缩比要与挤出机螺杆的压缩比相适应。还可以通过改变配方,调整挤出工艺参数,增加多孔板来改变熔体压力的大小。3、对于因分流筋汇合不良造成的性能下降即应适当增加筋与外表面、筋与筋汇流处的长度,或者增大压缩比来解决。4、口模出料不均匀,造成型材壁厚薄不一致,或者密实度不一致。这也就造成了型材两个面之间的力学性能上的差别,我们在实验时有时冷冲一面合格一面不合格,也恰恰证明了这一点。至于壁薄等非标型材这里就不再多说。5、定型模的冷却速率。冷却水温往往没有引起足够的重视,冷却水的作用是将工业通用铝型材拉伸的大分子链及时冷却定型,达到使用目的。

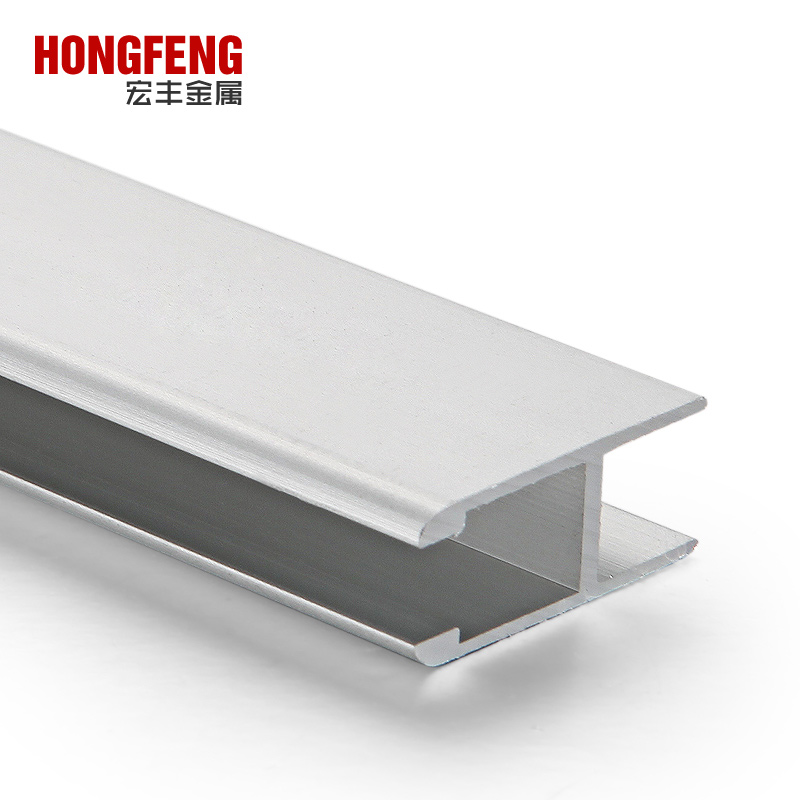
在河北工业框架的组合过程中,必然要用到工业型铝型材配件,工业铝型材配件种类多样,铝型材平封槽条就是用来盖住工业铝型材表面的槽坑的,起到装饰作用,防止型材内部落入灰尘清扫不便,也可保持铝型材表面的整洁。铝型材平封条的颜色有很多种但是由于铝型材大多数时候是银白色的较多,所以平封槽条的颜色一般是黑色、白色和灰色比较多,也有一些是黄颜色的。因为工业铝型材的槽口一般是6mm,8mm和10mm的,所以平封条也分为槽6、槽8和槽10系列,那么铝型材平封槽条应该如何安装呢?首先要选择正确的工业型铝型材平封条,槽8的型材选择槽8型号的封条这样对应的型号就不会有错。然后将封条长度剪切成比型材长度长1公分就好。再修剪封条的两端,然后按压进槽口,用滚轴按压和工业通用铝型材槽口贴合无缝即可。






